

产品介绍
胶管缩管机的应用原理

价 格:¥40000
型 号:gfm
产品完善度:
生产地:其他访问量:0次
发布日期:2019/1/3 14:36:45
更新日期:2019/1/3 14:36:45
详细内容
缩管机是在常态下对管件端面进行扩管及缩管,由集成控制的触控显示荧屏控制的液压全自动管端加工机械,更换模具可对管件进行扩管、缩管、鼓包、镦筋等管端加工成型,可根据用户需要自由决定采用手动、点动或自动的加工形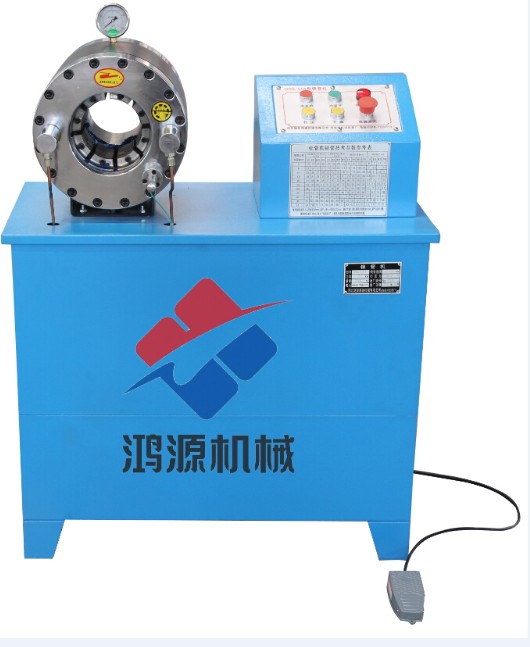
机床由油箱、床身、滑块、主油缸、模具芯杆(选用)、限位油缸、压紧油缸、夹紧模具及轴向定位油缸、轴向定位角铁等主要零件组成。
管材缩口是将管坯端部直径缩小的成型工艺。管坯在轴向力作用进入变形区,在变形区内产生切向收缩的缩口塑性变形,然后进入稳定区,终形成缩小的端部直径。
管材扩口是将管坯端部直径扩大的一种成形工艺,扩口形状可为锥形、筒形,管坯在轴向力作用下进入变形区,在变形区内产生切向拉伸的扩口塑性变形,然后进入稳定变形区,终成形。 通过在主油缸回路上设置管式节流阀,从而可以调节主油缸 的工作速度;压紧油缸回路上设置叠加式液控单向阀,从而保证了模具夹紧过程中不松动;移位油缸、限位油缸、轴向定位油缸回路上均设置了叠加式双向节流阀,可调整上述油缸的双向运动速度。其中移位油缸和限位油缸配合使用转换工位,从而使工位转换方便和精确,确保管件加工质量。
的工作速度;压紧油缸回路上设置叠加式液控单向阀,从而保证了模具夹紧过程中不松动;移位油缸、限位油缸、轴向定位油缸回路上均设置了叠加式双向节流阀,可调整上述油缸的双向运动速度。其中移位油缸和限位油缸配合使用转换工位,从而使工位转换方便和精确,确保管件加工质量。
使用方法
构造:用槽钢焊一个地盘,动力端装有电机、减速机、卡头(卡管子用,可用车床卡盘代替)。另一端安装支撑座(可打开的),支撑座上外端固定一个加热环(8-10个喷嘴,用气焊靠抢嘴焊在一个铜管环上)。外边是一个活动的支架,上面安装一个合金模具。
使用方法:将管子固定在缩管机上,打开加热器(环)。待温度达到后,推动合金模具,管头形状即达到要求。整个过程约15分钟。
缩管机用途:
钢管缩管机主要用于建筑工地,车棚,蚊帐,衣架,蔬菜大棚,脚手架钢管,桌椅,制造等行业,针对钢管,铁管,方管,圆管,镀锌管,不锈钢管进行缩径 扩颈加工,几秒钟便可将一根钢管缩颈到需要的大小,使用方便,安全可靠。
缩管机又叫缩径机,压管机,锁管机,扣管机,扩管机等。该机是在压力作用下使金属接头产生变形,从而平稳、精确地达到需要钢管外径的一款设备。常用有:脚手架钢管缩管机,主要针对工地48/50钢管缩径,可代替顶托丝杠连接,针对一些小型不锈钢管,镀锌管可采用单头液压缩管机,该机缩管精度高,对钢管表面无损伤,双缸驱动,缩管很快,更换模具后可对钢管扩径和缩径。
缩管机是在常态下对管件端面进行扩管及缩管,由集成控制的触控显示荧屏控制的液压全自动管端加工机械,更换模具可对管件进行扩管、缩管、鼓包、镦筋等管端加工成型,可根据用户需要自由决定采用手动、点动或自动的加工形
机床由油箱、床身、滑块、主油缸、模具芯杆(选用)、限位油缸、压紧油缸、夹紧模具及轴向定位油缸、轴向定位角铁等主要零件组成。
管材缩口是将管坯端部直径缩小的成型工艺。管坯在轴向力作用进入变形区,在变形区内产生切向收缩的缩口塑性变形,然后进入稳定区,终形成缩小的端部直径。
管材扩口是将管坯端部直径扩大的一种成形工艺,扩口形状可为锥形、筒形,管坯在轴向力作用下进入变形区,在变形区内产生切向拉伸的扩口塑性变形,然后进入稳定变形区,终成形。 通过在主油缸回路上设置管式节流阀,从而可以调节主油缸的工作速度;压紧油缸回路上设置叠加式液控单向阀,从而保证了模具夹紧过程中不松动;移位油缸、限位油缸、轴向定位油缸回路上均设置了叠加式双向节流阀,可调整上述油缸的双向运动速度。其中移位油缸和限位油缸配合使用转换工位,从而使工位转换方便和精确,确保管件加工质量。
使用方法
构造:用槽钢焊一个地盘,动力端装有电机、减速机、卡头(卡管子用,可用车床卡盘代替)。另一端安装支撑座(可打开的),支撑座上外端固定一个加热环(8-10个喷嘴,用气焊靠抢嘴焊在一个铜管环上)。外边是一个活动的支架,上面安装一个合金模具。
使用方法:将管子固定在缩管机上,打开加热器(环)。待温度达到后,推动合金模具,管头形状即达到要求。整个过程约15分钟。
缩管机用途:
钢管缩管机主要用于建筑工地,车棚,蚊帐,衣架,蔬菜大棚,脚手架钢管,桌椅,制造等行业,针对钢管,铁管,方管,圆管,镀锌管,不锈钢管进行缩径 扩颈加工,几秒钟便可将一根钢管缩颈到需要的大小,使用方便,安全可靠。
缩管机又叫缩径机,压管机,锁管机,扣管机,扩管机等。该机是在压力作用下使金属接头产生变形,从而平稳、精确地达到需要钢管外径的一款设备。常用有:脚手架钢管缩管机,主要针对工地48/50钢管缩径,可代替顶托丝杠连接,针对一些小型不锈钢管,镀锌管可采用单头液压缩管机,该机缩管精度高,对钢管表面无损伤,双缸驱动,缩管很快,更换模具后可对钢管扩径和缩径。
缩管机是在常态下对管件端面进行扩管及缩管,由集成控制的触控显示荧屏控制的液压全自动管端加工机械,更换模具可对管件进行扩管、缩管、鼓包、镦筋等管端加工成型,可根据用户需要自由决定采用手动、点动或自动的加工形
机床由油箱、床身、滑块、主油缸、模具芯杆(选用)、限位油缸、压紧油缸、夹紧模具及轴向定位油缸、轴向定位角铁等主要零件组成。
管材缩口是将管坯端部直径缩小的成型工艺。管坯在轴向力作用进入变形区,在变形区内产生切向收缩的缩口塑性变形,然后进入稳定区,终形成缩小的端部直径。
管材扩口是将管坯端部直径扩大的一种成形工艺,扩口形状可为锥形、筒形,管坯在轴向力作用下进入变形区,在变形区内产生切向拉伸的扩口塑性变形,然后进入稳定变形区,终成形。 通过在主油缸回路上设置管式节流阀,从而可以调节主油缸的工作速度;压紧油缸回路上设置叠加式液控单向阀,从而保证了模具夹紧过程中不松动;移位油缸、限位油缸、轴向定位油缸回路上均设置了叠加式双向节流阀,可调整上述油缸的双向运动速度。其中移位油缸和限位油缸配合使用转换工位,从而使工位转换方便和精确,确保管件加工质量。
使用方法
构造:用槽钢焊一个地盘,动力端装有电机、减速机、卡头(卡管子用,可用车床卡盘代替)。另一端安装支撑座(可打开的),支撑座上外端固定一个加热环(8-10个喷嘴,用气焊靠抢嘴焊在一个铜管环上)。外边是一个活动的支架,上面安装一个合金模具。
使用方法:将管子固定在缩管机上,打开加热器(环)。待温度达到后,推动合金模具,管头形状即达到要求。整个过程约15分钟。
缩管机用途:
钢管缩管机主要用于建筑工地,车棚,蚊帐,衣架,蔬菜大棚,脚手架钢管,桌椅,制造等行业,针对钢管,铁管,方管,圆管,镀锌管,不锈钢管进行缩径 扩颈加工,几秒钟便可将一根钢管缩颈到需要的大小,使用方便,安全可靠。
缩管机又叫缩径机,压管机,锁管机,扣管机,扩管机等。该机是在压力作用下使金属接头产生变形,从而平稳、精确地达到需要钢管外径的一款设备。常用有:脚手架钢管缩管机,主要针对工地48/50钢管缩径,可代替顶托丝杠连接,针对一些小型不锈钢管,镀锌管可采用单头液压缩管机,该机缩管精度高,对钢管表面无损伤,双缸驱动,缩管很快,更换模具后可对钢管扩径和缩径。
