ВњЦЗНщЩм
жсГабЙзАЛњМрПиЯЕЭГ

Мл ИёЃКЃЄЕчвщ
аЭ КХЃКP9002
ВњЦЗЭъЩЦЖШЃК
ЩњВњЕиЃКЦфЫћЗУЮЪСПЃК126ДЮ
ЗЂВМШеЦкЃК2014/1/16 14:45:57
ИќаТШеЦкЃК2016/10/18 14:37:48
ЯъЯИФкШн
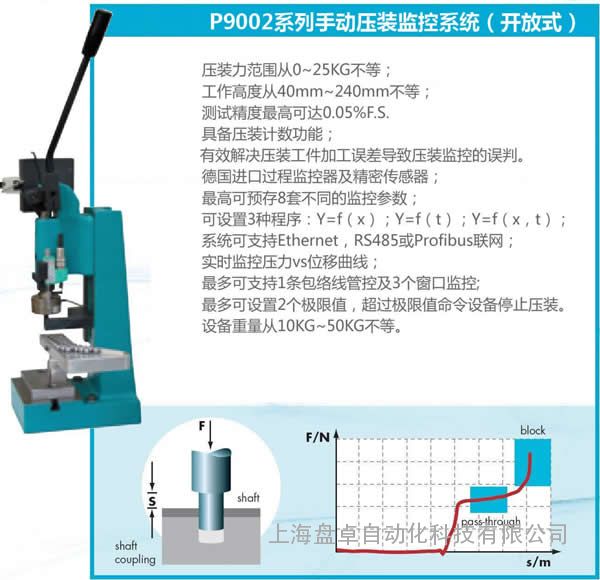
P9002ЯЕСажсГабЙзАЛњМрПиЯЕЭГбЙзАСІЗЖЮЇДг0~25KGВЛЕШЃЛ
ЙЄзїИпЖШДг40mm~240mmВЛЕШЃЛ
ВтЪдОЋЖШПЩДя0.5%F.S.ЃЈбЁХфВЛЭЌВтЪдОЋЖШДЋИаЦїЃЉ
бЙзАЫйЖШПЩЕїЃЛ
БОЪжЖЏбЙзАМрПиЯЕЭГОпБИбЙзАМЦЪ§ЙІФмЃЛгааЇНтОібЙзАЙЄМўМгЙЄЮѓВюЕМжТбЙзАМрПиЕФЮѓХаЁЃ
ЕТЙњНјПкЙ§ГЬМрПиЦїМАОЋУмДЋИаЦїЃЛ
ПЩдЄДц8ЬзВЛЭЌЕФМрПиВЮЪ§ЃЛ
ПЩЩшжУ3жжГЬађЃКY=fЃЈxЃЉЃЛY=fЃЈtЃЉЃЛY=fЃЈxЃЌtЃЉЃЛ
БОЪжЖЏбЙзАМрПиЯЕЭГПЩжЇГжEthernetЃЌRS485ЛђProfibusСЊЭјЃЛ
ЪЕЪБМрПибЙСІvsЮЛвЦЧњЯпЃЛ
ЖрПЩжЇГж1ЬѕАќТчЯпЙмПиМА3ИіДАПкМрПи;
ЖрПЩЩшжУ2ИіМЋЯожЕЃЌГЌЙ§МЋЯожЕУќСюЩшБИЭЃжЙбЙзАЁЃ
ЩшБИжиСПДг10KG~50KGВЛЕШЁЃ
ВњЦЗУшЪіЃК
P9002ЯЕСажсГабЙзАЛњМрПиЯЕЭГЪЧВЩгУЪжЖЏбЙСІЛњНсКЯЙ§ГЬМрПиЯЕЭГЃЌвдЪЕЯжбЙзАЙ§ГЬЕФШЋГЬЦЗжЪЙмПиЁЃЛњЬЈВЩгУШЋж§ЬњНсЙЙЃЌМсЙЬФЭгУЁЃP9002ЯЕСаЪжЖЏбЙзАМрПиЯЕЭГбЙзАСІДг0~25KNВЛЕШЃЌЙуЗКЪЪгУгкИїРрСуВПМўбЙзАЁЂУНгЁЂПЬгЁЁЂЧаЖЯЁЂелЭфЁЂГхПзКЭГЩаЮЕШЙЄвеЙ§ГЬПижЦжаЕФЁОСІvsЮЛвЦЁПЕФЧњЯпВтЪдЃЌПЩОЋШЗВтСПД§ВтЮябЙСІМАЮЛвЦЕФЯрЖдгІЕФБфЛЏЧњЯпЃЌВЂЭЈЙ§дЄЯШЖдЯЕЭГПижЦЦїЩшжУКУЕФЧњЯпМрПиДАПкЪЕЪБМрПиВњЦЗЪЧЗёКЯИёЃЌВЂзіOK/NOKХаЖЯБЈОЏЃЌжБЙлУїСЫЃЌВйзїЗНБуМђЕЅЁЃЭЌЪБЃЌP9002ЯЕСаЪжЖЏбЙзАМрПиЯЕЭГШєДюХфЩЯЮЛЛњШэМўЃЌЛЙФмНЋВтЪдЧњЯпЪ§ОнДцЕЕЃЌЗНБуКѓајЙЄвеЗжЮіМАВњЦЗЦЗжЪЙмПиЕЕАИЕФБИЗнЁЃ

гІгУГЁКЯЃК
P9002ЯЕСажсГабЙзАЛњМрПиЯЕЭГжївЊгІгУгкЃК
ЗЂЖЏЛњИзИЧЁЂИзЬзЁЂгЭЗтзщМўбЙзАЃЛ
зЊЯђЦїГнТжЁЂЯњжсЕШЕФзщМўбЙзАЃЈЕШЃЉЃЛ
ДЋЖЏжсзщбЙзАЃЛ
ГнТжЯфзщМўбЙзАЃЛ
ЩВГЕХЬзщМўбЙзАЕШЃЛ
ЮЂЕчЛњзщМўбЙзАЃЈжїжсЁЂПЧЬхЕШЃЉЃЛ
ЕчЛњзщМўбЙзАЃЈжсГаЁЂжїжсЕШЃЉЃЛ
ЯпТЗАхзщМўбЙзАЃЈВхМўЕШЃЉЃЛ
ЕчзгСуВПМўбЙзАЃЛ
МвЕчХфМўбЙзАЃЛ
МвЕчХфМўУНгЕШЃЛ
ЛњаЕСуВПМўбЙзАЃЛ
здЖЏЛЏзщЯпЃЛ
взЫ№МўЪйУќВтЪдЕШЃЛ
ЦфЫќашвЊОЋУмПижЦбЙзАЮЛвЦгыбЙзАСІЕФГЁКЯЁЃ

жсГабЙзАЛњМрПиЯЕЭГ

ЙІФмМђНщЃК
дкаэЖрбЙзАЧщПіЃЌЖрЪ§ВЩгУМрПибЙзАСІгыбЙзАааГЬжЎМфЕФЙиЯЕЧњЯпЃЌРрЫЦЯТЭМЃК
1ЃЌВтСПЗНГЬЃКy=fЃЈxЃЉЁЃ
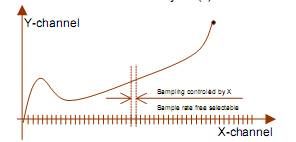
YжсзнзјБъДњБэбЙзАСІЃЌXКсжсзјБъДњБэбЙзАааГЬЁЃетИіЭМБэЪОЕБбЙзАЪБВњЩњЕФСІБфЛЏгыбЙзАааГЬЯрЖдгІЕФЙиЯЕЧњЯпЭМЃЌвЛИіПЩбЁЕФXВЩбљТЪЃЌОіЖЈСЫX-YЪ§ОнЕФЖСШЁЁЃ
гХЕуЃКжЛБцШЯXжЕЕФБфЛЏЁЃгыЪБМфПижЦЖСШЁВЛЭЌЃЌМьВтЪ§ОнДцДЂЦїВЛашвЊзАдиУЛгаБивЊЕФЪ§ОнЁЃШчЃКдквЛИіздЖЏЗДРЁЩшБИЕФжаМфЭЃжЙЪБЦкЁЃШЛЖјЖдгкЬиБ№ЖИЧЭЕФЧњЯпЩЯЩ§ЖЮЃЈДЫЪБXЗНЯђМИКѕВЛЗЂЩњБфЛЏЃЉЃЌИУЗНГЬВЂВЛЪЪгУЁЃдкетжжЧщПіЯТЃЌЮвУЧЭЦМівдЯТ2ИіЗНГЬЁЃ
2ЃЌВтЪдЗНГЬЃКy=fЃЈx,tЃЉ
гХЕуЃКЖдгкЮЛвЦБфЛЏСПКмаЁЕФЧњЯпЃЌгУЮЛвЦБфЛЏВЩбљЮоЗЈВЩЕНзуЙЛЕФЪ§ОнЃЌПЩвдгУетжжЗНГЬРДНтОіЃЌвђЮЊЫќЪЧвдВтЪдЪБМфБфЛЏЃЈВЩбљЪБМфЃЉРДОіЖЈЪ§ОнВЩМЏЕФЁЃ
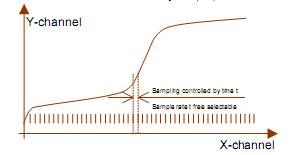
3ЃЌВтЪдЗНГЬy=fЃЈtЃЉ
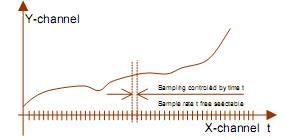
ВтЪджЕYзїЮЊЪБМфtЕФБфСПНјааЖСШЁЁЃ
гХЕуЃКВЛашвЊXДЋИаЦїЃЈР§ШчЃКбЙШыЕФЮЛвЦДЋИаЦїЃЉ
ЬѕМўЃКашвЊБЃГжЯрЭЌЕФЫйЖШVSЪБМфЃЌЗёдђЧњЯпЛсЪмЕНЫйЖШVSЪБМфВЛЭЌЖјЗЂЩњаЮБфЁЃ
ЙЄМўВЛЛсАВЗХЕН100%зМШЗЕФбЙШыЮЛжУЁЃЙЄМўНјШыЪБЛсТдИпгкЛђТдЕЭгкбЙШыЮЛжУЁЃетЛсВњЩњСІ-ЮЛвЦЧњЯпдкЮЛвЦЗНЯђЩЯЕФЦЋвЦЁЃетбљЃЌМДЪЙФњЩњВњСЫвЛИіOKЕФВњЦЗЃЌЧњЯпвВгаПЩФмИјГіNOKЕФХаЖЯЁЃЮЊСЫБмУтетжжЧщПіЕФЗЂЩњЃЌЯТУцвЊНщЩмВЮЪ§REFERENCEЁЃдкетРяЃЌгУЛЇПЩвдИќОпашвЊбЁШЁЗжЮіДАПкЕФЮЛвЦВЮПМЕуЁЃ
БОжЧФмбЙзАЛњМрПиЯЕЭГЬсЙЉСЫ4жжМрПиВЮПМЕуЖЈвхЁЃ
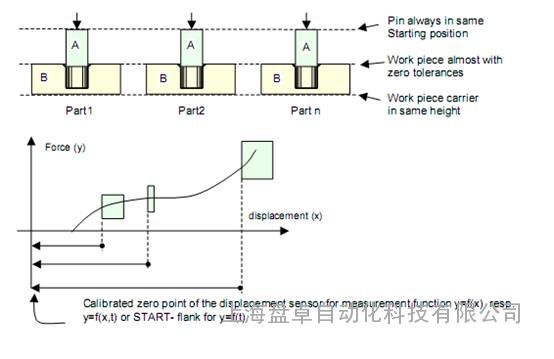
ОјЖдВЮПМЕуЃЈREFERENCE:AbsoluteЃЉ
ЕБФмЙЛБЃжЄбЙШызївЕЕФ2ИіВПМўФмвдЯрЭЌЕФЗНЪНжиИДЖЈЮЛЃЌвВОЭЪЧЫЕЙЄМўМаОпФмЪЙЙЄМўзмЪЧДІгкЭЌвЛИпЖШЁЃЧвбЙШыВПМўЃЈA+BЃЉздЩэдкбЙШыЗНЯђЕФЙЋВюПЩвдКіТдЃЌЖјвЊбЙШыЕФВПМўAЯрЖдгкBЕФЦ№ЪМЮЛжУЙЬЖЈЃЌДЫЪБФњПЩвдбЁдёОјЖдВЮПМЁЃ
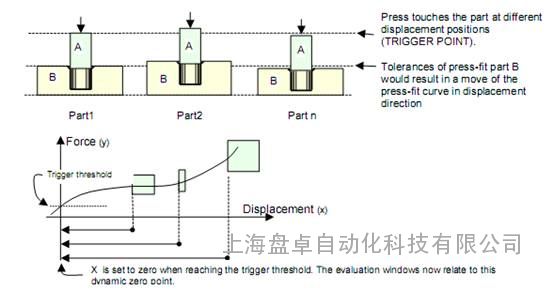
ДЅЗЂВЮПМЃЈREFERENCE:TrigerЃЉ
ШчЙћбЙШыВПМўЙЄМўЮЛжУЕФжиИДОЋЖШЮоЗЈЕУЕНБЃеЯЃЌШчЃКгЩгкбЙШыВПМўBЕФЮЛвЦЦЋВюЁЃДЫЪБФњашвЊбЁдёДЅЗЂВЮПМЁЃВтЪдНЋдкбЙШыЛљзМгыбЙШыВПМўAНгДЅЪБВХПЊЪМЁЃгыДЫЭЌЪБЃЌЮЛвЦXНЋБЛжУСуЁЃДЫЪБЃЌЗжЮіДАЕФЮЛжУвдДЫЮЊСуЕуЁЃШчЙћВЛЪЧетУДзіЃЌбЙШыЧњЯпЛсбизХXЗНЯђЮЛвЦЃЌетНЋЛсЕМжТвЛИіOKЕФВПМўЕУЕНДэЮѓЕФNOKаХКХЁЃ
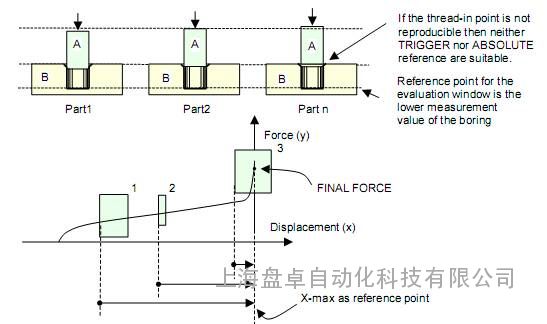
жеЕуВЮПМЃЈREFERENCE:Final ForceЃЉ
ШчЙћ“ОјЖдВЮПМ”КЭ“ДЅЗЂВЮПМ”ЖМВЛФмТњзуЃЌФЧУДОЭБиаыевЕНСэвЛИіВЮПМЕуЁЃдкКмЖрЧщПіЯТЃЌбЙШыВПМўЕФбЙШыЩюЖШЪЧЮДжЊЕФЁЃ“жеЕуВЮПМ”ЪЙгУЮЛвЦЕФВтСПжежЕзїЮЊЗжЮіДАЕФВЮПМЕуЁЃ
зшНиДАПкВЮПМЃЈREFERENCE:Block WindowЃЉ
ШчЙћСІЕФжежЕВЛЙЬЖЈЃЌШчЃКгЩгкЯЕЭГЦјбЙВЛЮШЖЈЃЌФЧУДНЋвЛИіУЛгажиИДадЕФжеЕуСІзїЮЊЗжЮіДАЕФВЮПМОЭБфЕУУЛгавтвхСЫЁЃЖдгкетжжЧщПіЃЌБОЪжЖЏбЙзАМрПиЯЕЭГЬсЙЉСЫзшНиДАПкВЮПМПЩЙЉбЁдёЁЃетРяЃЌЫљгаЕФЗжЮіДАЖМвдЧњЯпНјШызшНиДАПкЕФЯТБпНЛЕуЮЊВЮПМЁЃ

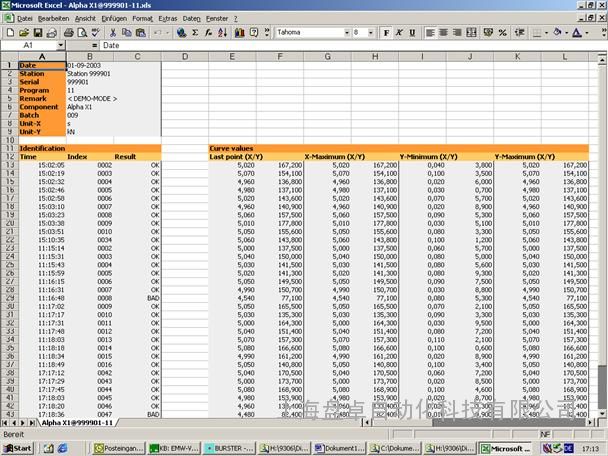
БЃДцЕФЪ§ОнПЩвдвдPDFИёЪНЯдЪОЃК

ЛђExcelЮФЕЕИёЪНЃК